 簡體版
簡體版 ENGLISH
ENGLISH
 全國服務熱線:
全國服務熱線:0758-2777969,2777769,2777869
常見問題
分析PVC聚合物壓延機有什么優缺點
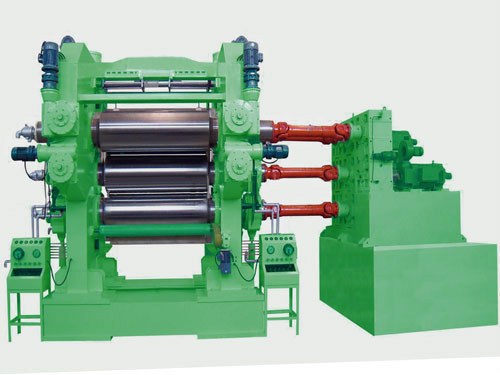
注塑是一種性能卓越、高品質的塑料膜和板材的獨特加工工藝,主要運用于PVC及其一些別的改性材料熱塑性塑料。
單片壓延機的定義非常非常容易了解。
該設備的主要觀念是在2個或更好幾個輥筒(該地區稱之為輥隙)中間搜集熱變軟的高聚物以產生持續的塑膠板材。
為了更好地逐漸該全過程,高聚物必須在根據單片壓延機以前通過混和和助熔。混合是一種造成所需高聚物和助溶液的全過程,并使這類混和高聚物更便于單片壓延機解決。隨后高聚物準備好根據單片壓延機,并使其薄厚關鍵在于^后2個輥中間的空隙。^后一組滾軸也確定了表層光滑度;例如,他們可以危害外表的光亮度和紋路。
被注塑的高聚物的一個優點是,根據輥筒的塑膠板材趨向于追隨與其說觸碰的兩種更快挪動的輥筒,而且它還大量地黏附到較熱的主動軸上。
這就是為什么單片壓延機通常以較小的輥筒以更好的速率完畢以脫離塑膠板材的緣故。
這也是為什么正中間輥通常維持較冷的緣故,促使打印紙張不容易黏在別的輥上,也不會因粘在2個輥上而瓦解。
這類瓦解狀況驅使單片壓延機作業者規定2個輥中間的高磨擦比,其標準為5/1至20/1。
今日高品質的塑膠塑膠板材是由單片壓延機生產制造的;實際上,在壓延成型里能與單片壓延機市場競爭的加工工藝是擠壓成形。單片壓延機在解決熱敏電阻高聚物層面也十分善于,因為它會造成非常少的熱溶解。
注塑的另一個特點是它能有效地混和帶有大量的固態添加物的高聚物,這種添加物不可以有效地混和或融化。
這也是合理的,由于與擠壓對比,單片壓延機造成的融化速度迅速,由于機械動能的數目會提升。
因為該企業可以為她們的塑膠加上大量的添充商品,并節約原料。單片壓延機是十分常用的設備,這代表著非常容易更改設定,如輥隙的尺寸。
缺陷
盡管注塑全過程造成比擠壓全過程更強的商品,可是出現一些缺陷。
一個缺陷是該全過程的運行成本費更高一些,這也是很多企業的關鍵震撼力。注塑全過程都不太擅長太高的氣壓表或太低的壓力表。
假如薄厚小于0.006英尺,那麼在塑膠板材中會發生針眼和間隙。假如薄厚超過約0.06英尺,則塑膠板材中存有氣體停留的風險性。
雖然應用注塑加工工藝,但在該區域內的一切所需薄厚都是會越來越更強。
相關新聞
- 自動繞線機的故障可分為幾種類型2021-02-24
- 分析填充機被廣泛使用的原因2021-02-24
- 壓延機應采取的節能方法2021-02-25
- 縮管機在冷凍機零件中的作用是什么2021-02-25
- 縮管機防觸電注意事項2021-02-26
 飛虹客服
飛虹客服

CopyRight @ 2021 肇慶市飛虹機電設備有限公司 All Rights Reserved. admin